Considerations Regarding Use of LRA as Tube Inspection Criteria
Bending Elements in BendingStudio software are a way to describe tube geometry. Many different terms are used in the industry for these Bending Elements, including Length-Rotation-Angle (LRA), Push-Bend-Rotate (PRB), YBC, XYZ, and others. For this article, we will use LRA.
Accurex receives many questions from customers using Bending Elements as pass/fail criteria for tube bending measurement. Questions often ask, “Why does TubeInspect show the part as passing for sheath deviation when the LRA are out of tolerance?
Before addressing that topic, we often ask, “Why are you measuring the part?” Or, to put it another way, “What question about the part are you trying to answer by measuring it?
The most common questions that one hopes to answer by measuring bent tubes are: 1) “How does the tube produced by my bender compare with the shape I am trying to achieve?” and 2) “Will the tube fit when installed/assembled for its intended use?”
When the reason for measuring a tube is something close to A or B above, the application experts of both Accurex Measurement and Hexagon in Germany (developers of BendingStudio) agree that the best method for answering those questions is using a Sheath Tolerance (aka Sheath deviation) inspection. You can learn more about Sheath Deviation from this previous article.
Today’s article explains why using LRA bending elements as inspection criteria is NOT a recommended method for qualifying the tube shape.
Challenges with Bending Element (LRA) Inspection
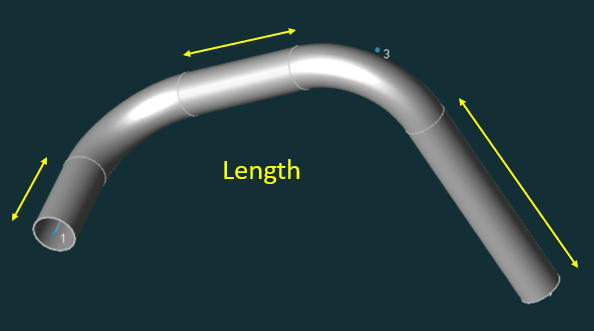
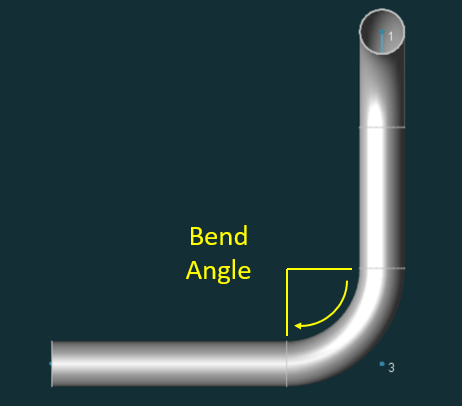
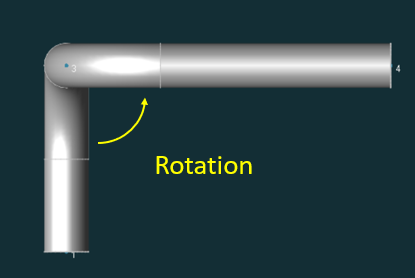
The Length – Rotation – Bend Angle (LRA) values for a formed tube can be used together with the bending radius and tube diameter to describe the nominal geometry of a tube. However, the LRA values are really the language of the tube bending machine. They represent the motion control parameter necessary to produce a specific tube shape in a theoretically perfect world. While useful for machine control and defining geometry, the LRA is an ineffective means of answering questions A & B above. LRA are not the best inspection criteria to assess how the produced tube geometry compares with the target.
Consider the following:
– Although the theoretical tube is made up of perfect straights and bends, a formed tube in reality has imperfect bends and straights that are not necessarily perfectly straight.
– A bend is not a pure, clean radius because of spring back and deformation
– The transition point from straight to bend is a theoretical point and its location is subjective on a real tube. Look at the image below – who can say precisely where any straight turns into a bend or where the bends turn back into a straight?

– Variation in the length of the straight – where the tangent points exactly sit for every bend – occurs along the axis of the tube. If there is variation in the tangent point one way or the other, the impact on the shape of the actual tube centerline is often negligible. If the tangent point location moves one direction or another along the centerline, it may have very minor effect on the centerline shape, particularly for shallow bends.
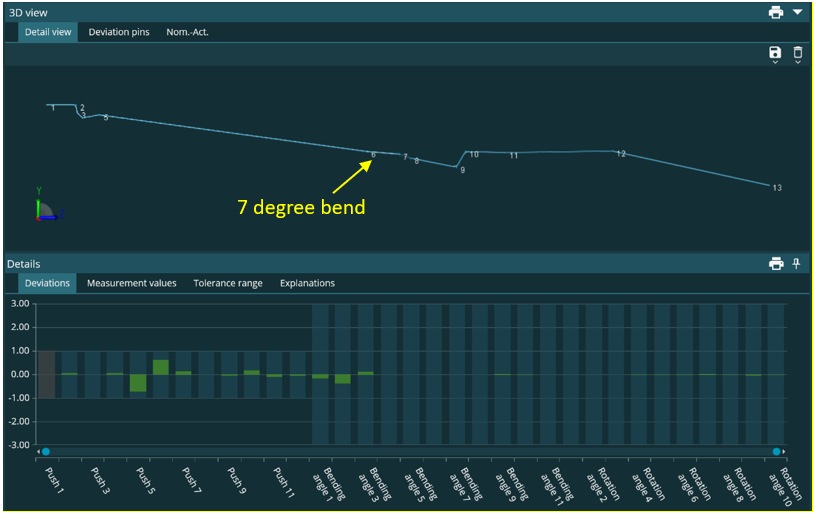
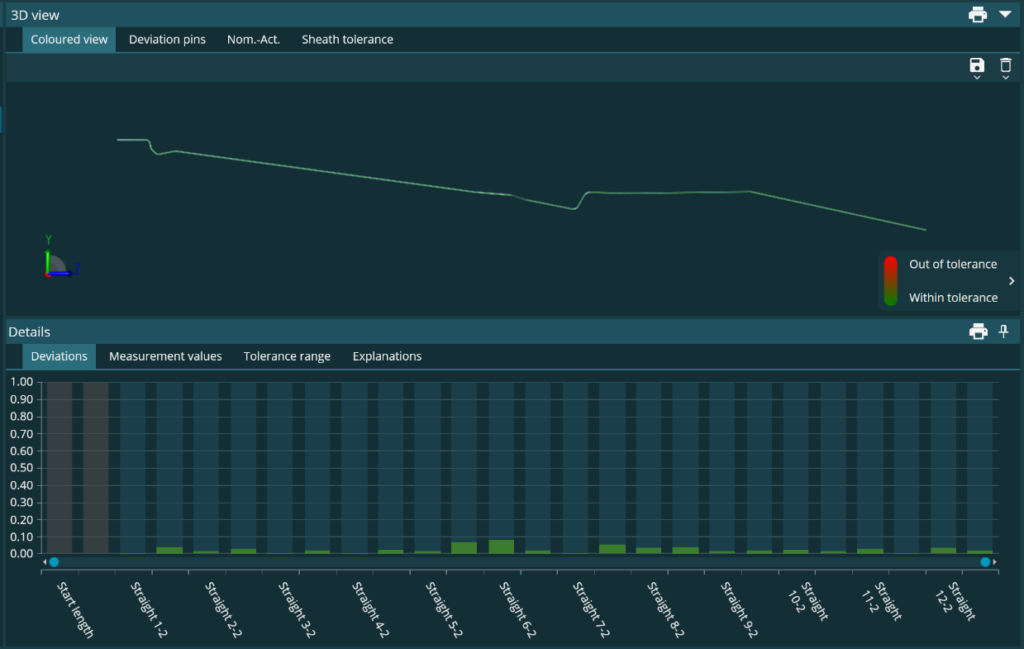
Take a look at the example below. An automotive brake line was measured that has a 7-degree bend between straights 5 and 6. Initial measurements show a nearly perfect part as assessed by Sheath Tolerance and LRA, each with 1mm tolerance.
LRA Inspection
Sheath Inspection
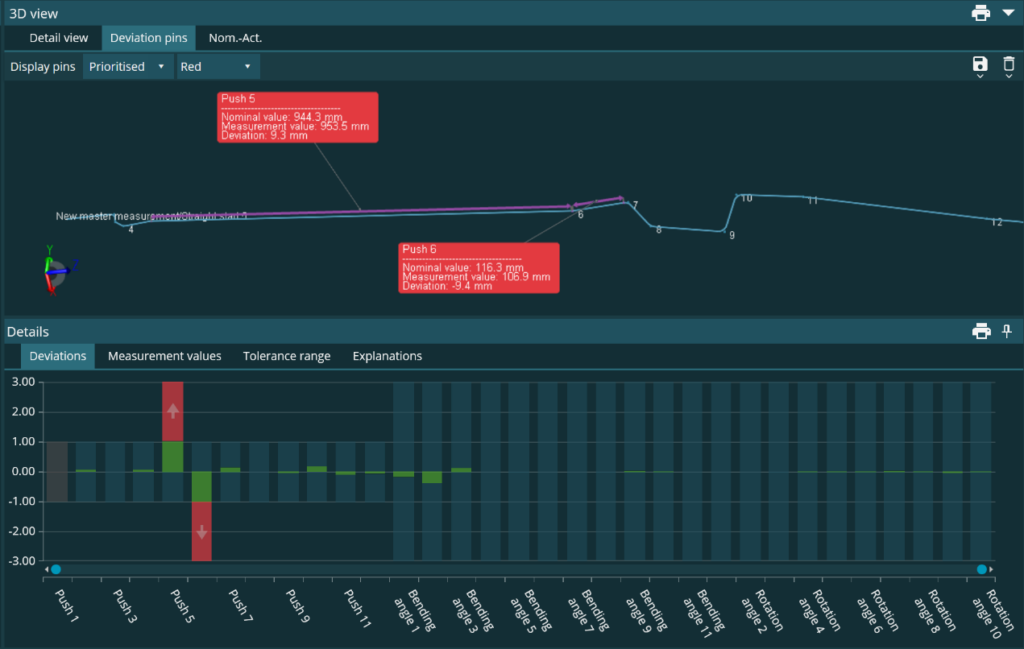
The same tube was inspected a second time, but the nominal push lengths before and after the shallow bend were changed by 10mm. The same inspection was performed on the same tube. In this case, the LRA inspection fails because two lengths are way beyond the 1mm tolerance. However, the part passes Sheath Tolerance inspection because the resulting deviation of the centerline with the 10mm change in two lengths is <1mm.
LRA Inspection
Sheath Inspection
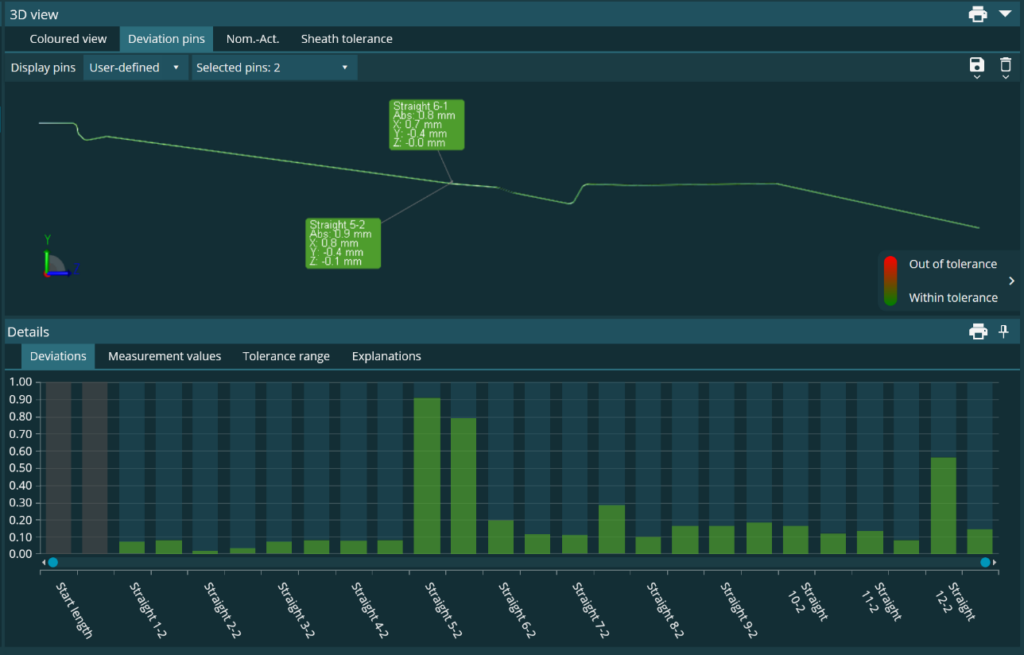
For this particular shallow bend, the impact on sheath deviation was about 1/10 of the length deviation. The example above helps explain why it is possible that a tube may have a shape that fits well within the specified sheath tolerance (profile envelope) and would fit properly for its ultimate application yet fail inspection with tolerancing on LRA. The opposite can also be true. This is why Sheath Tolerance is the recommended method for pass/fail of tube geometry rather than LRA.
Think about this topic using another analogy. Suppose you are going to drive from your current location to a point across your state or across the country. You enter the start point and destination location into the Maps application on your phone. The app will immediately calculate your turn-by-turn directions to your destination: Follow this road, then turn right onto that highway, then go 50 miles, then merge onto another road, etc. When you want to check your progress after a couple of hours to see how close you are to your target, what do you do? Do you review the turn-by-turn instructions and evaluate how closely you followed every step of the instructions for each turn and section of the road (e.g., check the LRA tolerances?)
No.
You look at the map and check your position relative to the intended path and the destination (e.g., Sheath deviation.)
Use of LRA for corrections
For the reasons described above, the LRA values are not ideal inspection criteria to use for tube bending measurement and conformance validation. However, when the Sheath Tolerance inspection indicates that correction to the tube bending program is needed, BendingStudio will make adjustments to the LRA. The critical thing to note is that corrections calculated by BendingStudio are applied changes from the current program. Even if the LRA calculated by BendingStudio differs from what is entered in the bending program or even what another measurement system might calculate – that does not matter.
The corrections tell the bender to take what it used for the part that was inspected and adjust the lengths, bend angles, and rotation values by specific amounts to achieve a good part. So, the corrections are used as delta from the existing program, not as absolute values.
BendingStudio software includes the capability to set up many different inspection criteria for tubes, including setting tolerances on Bending Elements (LRA.) That may be useful in some situations but Accurex recommends to always include Sheath Tolerance inspection criteria as well. If there is disagreement between the two for a given tube, the Sheath Tolerance inspection will provide the most reliable indication of how close the tube centerline is to its intended 3D shape.